







Описание
Polymaker Panchroma Silk Новата копринена формула решава проблемите с крехкост и запушване, като същевременно запазва лъскав, гладък завършек. Печата по-бързо и по-чисто – до 250 mm/s с надеждни резултати всеки път; идеална за 3D печат на всякакво ниво на опит.

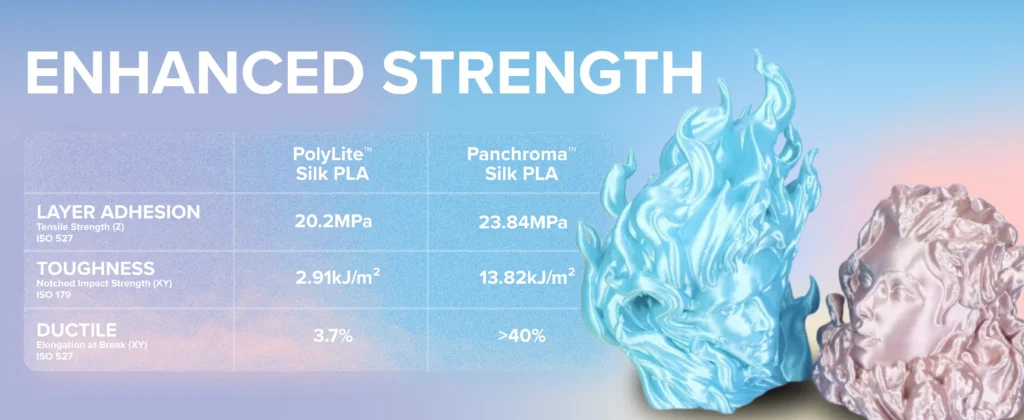
Подобрено слепване на слоевете
Създадена за по-здраво свързване на слоевете, тази нишка придава на вашите отпечатъци допълнителна издръжливост, без да жертва завършването на повърхността. Отлична за гъвкави играчки, реквизити за косплей и домашен декор – не са необходими разширени настройки, само по-гладки и по-здрави резултати от начало до край.
 Лъскава при високи скорости
Лъскава при високи скорости
Поддържа богат, копринен блясък дори при 150 mm/s, решавайки проблема със загуба на блясък, често срещан при бърз печат с копринаво PLA. Отлична за бързи, детайлни проекти, при които външният вид има значение – получавайте блясък и скорост без компромиси.
 Лесна за печат
Лесна за печат
Panchroma Silk се печата лесно на повечето FDM 3D принтери без изискване за специален хардуер. Независимо дали сте начинаещ или опитен майкър, тя осигурява надеждно залепване и чисти завършеци при стандартни настройки – готови за употреба от кутията.
 Високоскоростен печат
Високоскоростен печат
Печатайте уверено със скорост до 250 mm/s, като същевременно поддържате отлично качество на повърхността. Отлична за принт-ферми с висока производителност или ентусиасти, търсещи надеждни, добре изглеждащи многоцветни части, готови за рекордно време.
Съвети за употреба
Както всеки 3D печатен филамент, филаментите Panchroma PLA трябва да се съхраняват правилно, за да се избегне влошаването им вследствие на това, проблеми с екструдирането и по-ниско качество на печат. Макарата може да се съхранява в херметична пластмасова торбичка, в затваряща се торбичка с капсула с изсушител или в интелигентен контейнер за филаменти. Ако нишката е абсорбирала прекалено много влага, тя трябва да се изсуши преди печат в сушилня за нишки в продължение на 6 часа при 55 ºC или в разтвора PolyDryer. Препоръчителните настройки са настройка 1 за Panchroma PLA Silk и други и настройки 1-3 за PLA Matte и Satin.
Нишките Panchroma PLA трябва да се екструдират при температура 190-230 ºC върху подложка, нагрята до 25-60 ºC. Препоръчва се да се използва охлаждащ вентилатор на 100%, но не е необходим принтер с нагрята камера. Що се отнася до скоростта на печат, се препоръчва да се използва макс. 200 mm/s за PLA Silk и други разновидности на Panchroma PLA, макс. 300 mm/s за PLA Satin и Matte PLA и макс. 400 mm/s за CoPE.
Прилепването на първия слой е ключово и вероятно най-важният фактор за добри отпечатъци. За това можете да използвате Magigoo или 3DLac.
Сложните части могат да бъдат отпечатани на 3D принтер с филаментите Panchroma PLA с помощта на поддържащи филаменти като PolyDissolve S1.




