

Описание
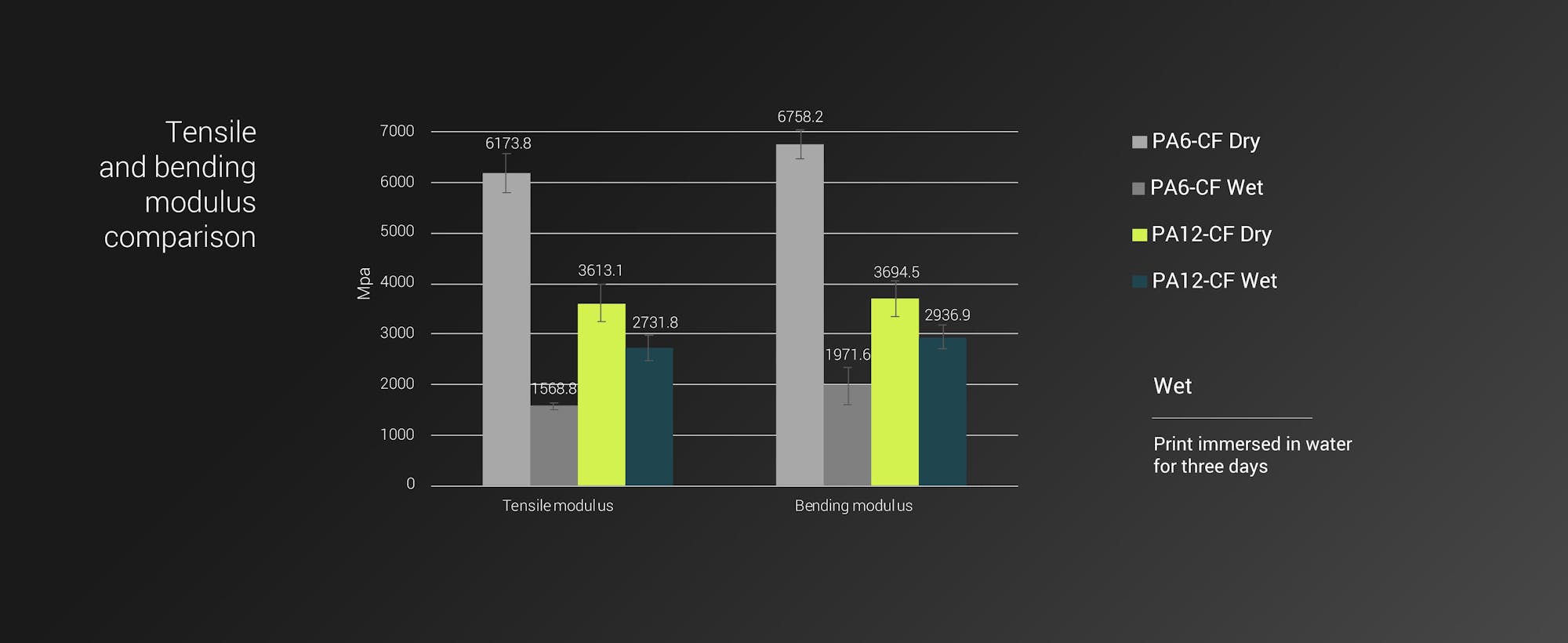
Polymaker Fiberon PA12-CF10 е високопроизводителен филамент от портфолиото на Fiberon, който се отличава с дълговерижна база PA12, подсилена с 10% въглеродни влакна. Този състав осигурява ключово предимство в сравнение с филаментите PA6: значително намалена чувствителност към влага, което подобрява процесите на работа, съхранение и печат. Нишката PA12-CF10 предлага изключителни механични свойства, което я прави превъзходен вариант за взискателни приложения. Комбинацията от здравина, стабилност и лесна употреба го прави идеален за сектори като аерокосмическата индустрия, автомобилостроенето и производството на композитни материали, където производителността и надеждността са от съществено значение. Ако е необходима нишка с още по-добри механични свойства и намалена чувствителност към влага, вижте нишката Fiberon PA612-CF15.

Нишката PA12-CF10 съчетава усъвършенствани свойства с удобни за потребителя характеристики на печат, включително ниско съпротивление и съвместимост с високоскоростен печат до 300 mm/s. Филаментът не изисква активно нагряване на камерата, което позволява постигането на надеждни резултати при стайна температура. Оптимален за 3D принтери, създадени за екструдиране на композитни материали, като Raise3D E2CF или Bambu Lab X1C, PA12-CF10 поддържа и мултиматериални системи, като модула AMS на Bambu Lab. За да се гарантира дълготрайност и постоянно качество на печат се препоръчва дюза, силно устойчива на износване.
За да се подобрят термичните и механичните характеристики, частите от PA12-CF10 трябва да се подложат на процес на отгряване при 100 ºC в продължение на 16 часа. Този процес изисква внимателно боравене, за да се предотврати деформация. Насоките включват изчакване 24 часа след отпечатването (или сушене при 80 ºC за 2 часа), за да се освободят вътрешните напрежения. За постигане на оптимални резултати частите трябва да се поставят в пещта в същата позиция, както по време на отпечатването в идеалния случай върху самата плоча за изграждане, което гарантира точна точност на размерите и дългосрочна стабилност.
Съвети при работа
За да се постигне оптимално качество на печат с нишката Fiberon PA12-CF10, се препоръчва температурата на екструдиране да бъде между 280 и 300 ºC, а температурата на печатащото легло да се поддържа между 40 и 50 ºC. Трябва да се има предвид, че принтирането върху по-топло легло ще деактивира технологията Warp-Free. Стайната температура за камерата за изграждане е достатъчна, а най-добре е охлаждащият вентилатор да бъде изключен. Fiberon PA12-CF10 поддържа високоскоростен печат със скорост до 300 mm/s, което го прави подходящ за проекти, при които ефективността е от решаващо значение.
Правилното съхранение на нишките е от съществено значение за поддържане на качеството на Fiberon PA12-CF10. За да се предотврати влошаване на качеството на печат поради влага, той трябва да се съхранява в специални вакумни пликове (eSUN eVacuum Kit Pro). Ако филаментът абсорбира излишна влага, се препоръчва изсушаването му при 100 ºC за 10 часа в сушилня за филаменти (SUNLU FilaDryer E2), за да се възстановят оптималните му свойства за печат.
Тъй като филаментът Fiberon PA12-CF10 съдържа абразивни въглеродни влакна, силно се препоръчва да се използва силно устойчива на абразия дюза с ванадиев, сапфирен или диамантен връх, за да се избегне прекомерното ѝ износване и съответно влошаване на качеството на детайлите.